- 新闻中心
- news Center
- 联系我们
- Contact Us
苏州纳朴材料科技有限公司
- 联系人:
李女士
- Contact:
Ms. Li
- 手机:
18970647474(同微信)
- Mobile Phone:
+86-18970647474
(WeChat ID)
- 邮箱:
- E-mail:
2497636860@qq.com
- 办公室地址:
苏州市相城区聚茂街185号D栋11层1102
- Office Address:
D-1102, 185, Jumao Street, Xiangcheng, Suzhou, Jiansu, China
- 工厂地址:
江西省吉安市井冈山经济技术开发区
- Plant Address:
Jinggangshan Economic Development Zone, Ji' an 343000, Jiangxi, China
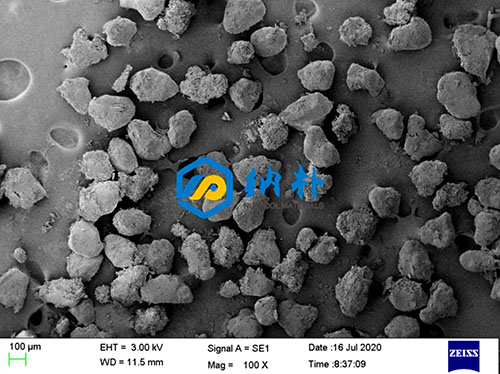
切削60度淬火钢件选立方氮化硼刀片比陶瓷刀具更耐磨抗崩效果好
信息来源:本站 | 发布日期: 2020-06-19 10:45:11 | 浏览量:1517572
随着超硬刀具——立方氮化硼刀片的应用普及,尤其是国产立方氮化硼刀片的发展崛起,越来越多的硬料加工问题得以高效解决,最常用的应用领域就是淬火钢,由于钢材零件的强度、硬度要求高,所以需要进行淬火,而淬火工艺或多或少会产生变形,影响精度,而超硬立方氮化硼刀片…
随着超硬刀具——立方氮化硼刀片的应用普及,尤其是国产立方氮化硼刀片的发展崛起,越来越多的硬料加工问题得以高效解决,最常用的应用领域就是淬火钢,由于钢材零件的强度、硬度要求高,所以需要进行淬火,而淬火工艺或多或少会产生变形,影响精度,而超硬立方氮化硼刀片可以对淬火钢件直接进行切削加工,效率高,高精度和高光洁度也能达到工件要求。
精加工切削淬火钢件的刀具材质选择对比
在实际生产中,能够替代磨削硬切削淬火后钢件的车刀刀片,又称为热后硬车刀片,材质主要为陶瓷刀具(以进口京瓷刀片为主要代表)、立方氮化硼刀片(如BN-H10和BN-H21)。
1、切削淬火钢硬度比较
陶瓷刀具:适合淬火后硬度在HRC40度到55度的淬火钢件加工;
立方氮化硼刀片:适合淬火后硬度在HRC55度以上,甚至60度到70度的淬火钢件切削加工。
2、切削淬火钢的工况对比
陶瓷刀具:精车工序,应避免断续-间断车削工况;
立方氮化硼刀片:粗精车工序均可,适用于多种工况,如BN-S20粗车淬火钢件(包括铸钢件),BN-H10连续精车淬火钢件,BN-H21强断续精车淬火钢件(如齿轮端面)。
切削淬火钢件的立方氮化硼刀片型号选择
淬火后钢件根据加工工件的余量选择立方氮化硼刀片。
留有余量≥1mm(单边),计划一刀车完的,选择整体立方氮化硼刀片BN-H200 RNGN090300;BN-S20 SNGN090404,CNGN120708,RCMX120700。
留有余量<1mm(单边),计划分几刀车完的,选择镶嵌式立方氮化硼刀片BN-H11 DNGA160404,CNGA120408;BN-H20 VNGA160404。精度和光洁度要求更高(寻求替代进口精密PCBN刀片的)选择复合式立方氮化硼刀片BN-H05 CNGA120408 TNGA160404;BN-H10 CCGW09T304 VNGA160408;BN-H21 WNGA080404,CNGA120408。
-
2026-07-27 09:22:37
六方氮化硼(hBN)素有“白色石墨”之称,凭借优异的力学性能、绝缘性、耐腐蚀性及介电性能,成为高端装备、航空航天等尖端领域不可或缺的关键材料。然…
-
2026-07-21 10:42:17
六方氮化硼(hBN)素有“白色石墨”之称,凭借优异的力学性能、绝缘性、耐腐蚀性及介电性能,成为高端装备、航空航天等尖端领域不可或缺的关键材料。然…
-
2026-07-13 08:31:59
研究背景第六代移动通信(6G)预计将推动全息远程呈现、自动驾驶生态等新兴应用落地,要求核心网络将时延从当前的1 ms降至10–100 μs,并支持高达1 Tb…
-
2026-07-06 08:16:43
尽管六方氮化硼(hBN)与片上器件无缝集成,但自旋活性硼空位的光学量子产额本质上极低(VB-缺陷仍然是基于hBN的量子传感器灵敏度的一个重大限制。在这…
-
2026-06-29 08:24:13
研究概述 随着电子和光子芯片对更高计算能力和更大集成密度的需求不断增长,散热问题已成为制约芯片进一步小型化的关键瓶颈。芯片中的热失效通常…
-
2026-06-15 08:25:16
剑桥大学Manish Chhowalla和王琰研究员系统梳理了二维过渡金属硫族化合物(TMD)电子器件实用化面临的掺杂、p 型低阻接触、高 k 栅介质三大核心挑战,并…