- 新闻中心
- news Center
- 联系我们
- Contact Us
苏州纳朴材料科技有限公司
- 联系人:
李女士
- Contact:
Ms. Li
- 手机:
18970647474(同微信)
- Mobile Phone:
+86-18970647474
(WeChat ID)
- 邮箱:
- E-mail:
2497636860@qq.com
- 办公室地址:
苏州市相城区聚茂街185号D栋11层1102
- Office Address:
D-1102, 185, Jumao Street, Xiangcheng, Suzhou, Jiansu, China
- 工厂地址:
江西省吉安市井冈山经济技术开发区
- Plant Address:
Jinggangshan Economic Development Zone, Ji' an 343000, Jiangxi, China
一种提高氮化硼/聚合物复合薄膜导热性的静电纺丝-电喷涂技术
信息来源:本站 | 发布日期: 2022-09-24 07:47:38 | 浏览量:1208628
摘要由于线性填料取向和加工方便,静电纺丝有时用于制备用于热管理的填料/聚合物复合材料。然而,静电纺丝纤维内部的填料-聚合物热阻以及静电纺丝纤维之间缺乏有效的连接影响了静电纺丝膜的填料利用效率。本文采用静电纺丝-电喷雾技术制备填料-聚合物复合材料,其中静电纺…
介绍
静电纺丝是一种制备高导热复合材料的简便而有前途的方法。利用静电纺丝液的射流搅动,在高电压下制备微米或纳米纤维薄膜。如此制备的纤维具有高度排列的取向,使得填料能够以高度取向的方式排列在纤维中。然而,当填料含量低时,难以将填料均匀且^地分散在电纺纤维内部并形成完整的填料连接路径。此外,电纺丝膜的许多单个纤维没有紧密连接,并且填充有中间空气,这进一步限制了导热性。开发通过导热填料改善电纺纤维间连接的方法已成为研究热点。热压和引入额外的聚合物来改善光纤间的连接。然而,这些方法可能给电纺丝技术带来一些不便,并限制了对填料-聚合物界面热阻的控制。因此,迫切需要一种能够与静电纺丝相结合,实现电纺纤维连接和填料连接进行热传递的技术。电喷涂是一种通过喷射液滴或珠粒形式的溶液来制造纳米或微结构的灵活而有效的方法,已被用于在多个领域生产复合纳米颗粒。此外,静电纺丝和电喷涂都需要高压电场产生液体射流,具有良好的技术兼容性;因此,它们可以合并。在这项工作中,我们结合了静电纺丝和电喷雾技术。静电纺丝用于形成主要的热传导路径,而电喷雾用于连接电纺纤维并构建额外的热传导路径。我们选择了聚丙烯腈(PAN ),一种用于静电纺丝的常见材料,以防止所选聚合物基体对实验的干扰,并证明该方法的通用性和可移植性。我们通过静电纺丝法制备了BNNS/PAN复合膜,并证明了只有在高填料含量下纤维才能实现导热网络。为了减少填料含量和连接电纺纤维,我们引入了电喷雾来开发额外的热传导路径。当BNNS含量为40wt.%时,电纺-电喷雾薄膜的导热系数达到24.98W/(m⋅K)。在实际的发光二极管(LED)散热应用中,复合膜表现出优异的热管理能力。据我们所知,本研究^将电纺丝-电喷雾法应用于制备高导热复合材料。该方法有效提高了BNNS填料的利用效率。由于静电纺丝和电喷雾技术的优势该方法可以扩展到其他填料或聚合物,以制备高导热复合材料。
实验部分
材料
氮化硼(BN)粉末(直径为5-8微米)、PAN、尿素(99%)和N,N-二甲基甲酰胺(DMF,99%)。
电纺丝BNNS/PAN复合膜的制备
电纺丝BNNS/PAN复合膜的制备如图1a所示。使用PAN作为静电纺丝助剂和DMF作为溶剂制备静电纺丝前体溶液。将BNNS粉末加入到DMF中,之后将混合物在40KHz下超声处理30分钟。最后,加入PAN (10wt.%),并将混合物搅拌4小时。在静电纺丝过程中,纺丝电压设定为12.5kV,针尖和转鼓之间的操作距离为18cm。使用注射泵将流速控制在0.02mL/min。同时,利用温湿度控制系统将温度和相对湿度控制在23℃和30%。工作时间约为4小时,纳米纤维收集在旋转鼓上覆盖的50rpm转速的铝箔上。将静电纺丝复合膜在60℃的真空烘箱中干燥12小时,然后从铝箔中取出,用5mm铁板在60℃下压平2小时,形成BNNS/PAN复合膜。复合膜命名为spun-x,其中x (wt%)是BNNS/ PAN中的BNNS质量分数(x = 10、20、30、40和50)。
电纺-电喷涂BNNS/PAN复合膜的制备
电纺-电喷涂BNNS/PAN复合膜的制备如图1b所示。将BNNS粉末加入到DMF中,之后将混合物搅拌30分钟,然后在40 KHz下超声处理4小时。电喷雾前体仅由BNNSs和DMF组成,BNNS质量分数固定为1wt%。
在电纺-电喷雾过程中,电纺和电喷雾针固定在滚筒的两侧。来自滚筒的静电纺丝和电喷雾针之间的工作距离分别为18厘米和23厘米。电喷雾侧的流速控制在0.004mL/min。其他参数和方法与电纺BNNS/PAN复合膜的制备相似。
电纺-电喷雾BNNS/PAN复合膜被命名为spun-sprayed-x,其中x为10、20、30和40。因为BNNS通过电纺丝和电喷雾两者来装载,所以我们将x (wt%)定义为电纺丝前体中BNNS/PAN中的BNNS质量分数和电喷雾前体中的BNNS质量分数之和,其中后者总是1 wt%。
图1.(a)电纺复合膜和(b)电纺-电喷雾复合膜的合成过程和理想微结构示意图。
结果与讨论
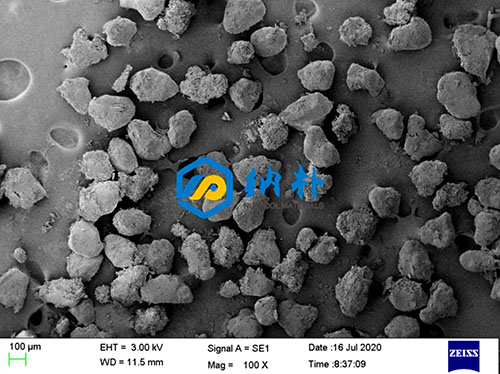
图2a–e显示了BNNS/PAN复合纤维的形态和微观结构。复合纤维是直的和长的,并且具有300-500nm的直径,并且BNNSs与纯PAN纤维是可区分的。此外,电纺纤维和电纺-电喷雾纤维的形态也不同。电纺BNNSs仅存在于纤维内部,而电纺-电喷雾BNNSs同时存在于纤维内部和纤维表面(图2a对2b;图 2c对2d)。
图2.BNNS/PAN复合纤维的形态:spun-30 (a)、spun-sprayed -30 (b)、spin-40 (c)、spun-sprayed -40 (d)和spun-50纤维(e)的SEM图像。(f)spun-50纤维的TEM图像。spun-50 (g)和spun-sprayed -40 (h)纤维的低倍SEM图像。
负载BNNS的电纺纤维的表面被认为不同于光滑的PAN纤维表面。BNNS在电纺纤维中的连续性与BNNS的负载量密切相关。由于BNNS含量低,只有少数BNNS存在于spun-10纤维的表面上。然而,当BNNS含量为50wt%时(图2e)中,BNNSs作为沿纤维表面线性有序的紧密且重叠的纳米片出现,归因于纤维内部的大量BNNSs。TEM图像(图2f)确认BNNSs在水平方向上的连续紧密和重叠排列。然而,这也表明,由于垂直方向上bnn之间缺乏连接,面外方向上的热传导网络可能难以形成。这种高度有序和完整的BNNS排列是均匀分散在DMF和纤维中的BNNS的共同作用。
在高静电纺丝电压下产生的取向。此外,这种布置在纤维内部提供了更完整的热路径,并赋予BNNS在面内方向上的高热导率。然而,过量的BNNS含量可能具有相反的效果。当BNNS含量为60wt%时,发生BNNS聚集,纳米片不能均匀分散在DMF中,这可能限制导热填料的性能和复合材料的导热率。综上所述,结果表明通过静电纺丝可以获得有效的面内导热路径。然而,需要非常高的BNNS含量,这导致填料的利用效率较低。尽管如此,即使在低BNNS含量下,纤维内部也存在一些邻接的BNNS链,并且一部分BNNS突出到纤维外,它们的接触部位在纤维表面上。随着BNNS含量的增加,BNNS填充了纤维中的间隙。因此,在这种情况下,电喷雾步骤可以连接从纤维中伸出的BNNSs,以建立更完整的热传导路径。
如上述分析所示,电喷雾通过连接纤维外部的末端来连接电纺纤维中的不连续的BNNSs。在BNNS含量相同的情况下,电纺纤维表面的BNNS数量不同于电纺-电喷雾纤维表面的BNNS数量。例如,旋喷纤维表面上的BNNSs(图2b)比在纺成30°的纤维表面上的数量多(图2a),并且表面BNNS附着到电纺纤维上,这导致在电纺纤维的表面上形成互连的BNNS网络。spun-sprayed-40(图2d)和spun-40(图2c)表现出类似的现象。电喷雾的BNNSs更可能保留在纤维连接处,因为该位置的孔更小;因此,BNNSs的电喷雾导致更多电纺BNNSs的连接。在低BNNS含量下,BNNS很难在纤维内部形成完整的导热路径,但它可以通过表面上的BNNS形成导热路径;因此,所得结构在低BNNS含量下可能更有效。电喷雾的引入在电纺纤维之间产生了额外的热传导路径,这将提高复合膜的热传导性。
复合膜的热性能
如图3a所示,电纺薄膜具有优异的面内热导率(K‖)。50wt%BNNS薄膜显示出^的面内热导率(28.01 W/(m⋅K),比纯PAN薄膜的热导率(大约0.2 W/(m⋅K))高两个数量级以上电致发光材料的面内热导率。随着BNNS含量增加到50wt%,电纺丝膜的平面内导热系数增加,之后随着BNNS含量进一步增加到60wt%,热导率显著降低,这可归因于BNNS的团聚。
图3.BNNS/PAN复合膜的热性能:spun-x (a)和spun-sprayed-x (b)的面内(K‖)和面外(K⊥)热导率。(c)spun-x的热导率各向异性。(d)静电纺丝和静电纺丝-静电喷雾复合膜的面内方向(β)的填料利用效率。(e)静电纺丝和(f)静电纺丝-静电喷雾复合膜的导热机理。spun-50 (g)和spun-sprayed-40 (h) spun-sprayed不到10次加热-冷却循环。(I)在^次加热过程中,spun-50和spun-sprayed-40的热导率。(j)电纺丝和电纺丝-电喷雾复合膜的导热性和几种理论模型。(k)电纺丝和电纺丝-电喷雾复合膜的Agari模型拟合曲线。(l)本研究中BN/聚合物复合材料的热导率与近期文献中其他材料的热导率的比较。
复合膜在LED散热中的应用
复合膜作为电子元件的热管理材料,也需要良好的介电性能。为了证实BNNS/PAN复合膜用于电子器件散热的实用性,我们将其用作散热器和热界面材料(TIM),用于LED灯的平面内和面外散热。散热器和TIM的示意图和光学图像如图4a和d。将表现出^导热性的spun-50膜与纯电纺PAN膜进行比较,以验证导热复合膜的散热能力。此外,为了比较电纺丝和电纺丝-电喷雾膜的能力,我们选择了具有相同BNNS含量的spun-30和spun-sprayed-30。使用薄膜作为散热器和TIM时,LED灯的表面温度变化如图4b和e所示。对于这两种应用(即作为散热器和TIM),在LED工作状态期间,spun-50膜可以显著降低温度,并在LED非工作状态期间提高冷却速度。由于spun-30和spun-sprayed-30薄膜的BNNS含量较低,它们表现出比spun-50薄膜更弱的散热能力;然而,在实际应用中,spun-sprayed-30膜大大优于spun-30膜。具有作为散热器的膜的LED表面的红外热图像(图4c)和一个TIM(图4f)展示了不同薄膜材料的散热能力,证实了上述结论。这些结果表明,所有的复合膜都比纯薄膜具有更大的散热潜力,且在相同的填充条件下,静电喷涂膜比静电纺丝膜具有更好的散热潜力。
图4.PAN和BNNS/PAN复合膜的散热应用演示:使用膜作为(a)散热器和(d)TIM用于LED的面内和面外散热的示意图和光学图像。具有作为(b)散热器和(e)TIM的膜的LED的随时间的表面温度变化。具有作为(c)散热器和(f)TIM的膜的LED表面的红外热图像。
结论
分别采用静电纺丝法和电纺-电喷雾法制备了高导热BNNS/PAN复合膜。首先,我们制备了导热系数高达28.01W/(m⋅K)的电纺复合膜,在50wt%的BNNS下,电纺纤维内部包含了几乎完整的导热路径。然后,制备40wt%BNNS的静电纺丝-电喷雾复合膜,其热导率为24.98W/(m⋅K)。电喷雾有助于连接电纺BNNSs。与静电纺丝相比,电纺丝-电喷雾法具有更完整的导热路径,从而获得更高的导热率,是合成高导热复合材料的有效策略。通过这两种方法制备的复合材料表现出良好的柔韧性和介电性能。此外,实验证明了BNNS/PAN薄膜对LED灯具有很强的冷却能力。鉴于电纺技术的技术可转让性,静电纺丝-电喷雾方法可以扩展到其他许多聚合物基质复合材料,因此在电子设备的热管理中具有有前途的应用。
-
2026-07-27 09:22:37
六方氮化硼(hBN)素有“白色石墨”之称,凭借优异的力学性能、绝缘性、耐腐蚀性及介电性能,成为高端装备、航空航天等尖端领域不可或缺的关键材料。然…
-
2026-07-21 10:42:17
六方氮化硼(hBN)素有“白色石墨”之称,凭借优异的力学性能、绝缘性、耐腐蚀性及介电性能,成为高端装备、航空航天等尖端领域不可或缺的关键材料。然…
-
2026-07-13 08:31:59
研究背景第六代移动通信(6G)预计将推动全息远程呈现、自动驾驶生态等新兴应用落地,要求核心网络将时延从当前的1 ms降至10–100 μs,并支持高达1 Tb…
-
2026-07-06 08:16:43
尽管六方氮化硼(hBN)与片上器件无缝集成,但自旋活性硼空位的光学量子产额本质上极低(VB-缺陷仍然是基于hBN的量子传感器灵敏度的一个重大限制。在这…
-
2026-06-29 08:24:13
研究概述 随着电子和光子芯片对更高计算能力和更大集成密度的需求不断增长,散热问题已成为制约芯片进一步小型化的关键瓶颈。芯片中的热失效通常…
-
2026-06-15 08:25:16
剑桥大学Manish Chhowalla和王琰研究员系统梳理了二维过渡金属硫族化合物(TMD)电子器件实用化面临的掺杂、p 型低阻接触、高 k 栅介质三大核心挑战,并…