- 新闻中心
- news Center
- 联系我们
- Contact Us
苏州纳朴材料科技有限公司
- 联系人:
李女士
- Contact:
Ms. Li
- 手机:
18970647474(同微信)
- Mobile Phone:
+86-18970647474
(WeChat ID)
- 邮箱:
- E-mail:
2497636860@qq.com
- 办公室地址:
苏州市相城区聚茂街185号D栋11层1102
- Office Address:
D-1102, 185, Jumao Street, Xiangcheng, Suzhou, Jiansu, China
- 工厂地址:
江西省吉安市井冈山经济技术开发区
- Plant Address:
Jinggangshan Economic Development Zone, Ji' an 343000, Jiangxi, China
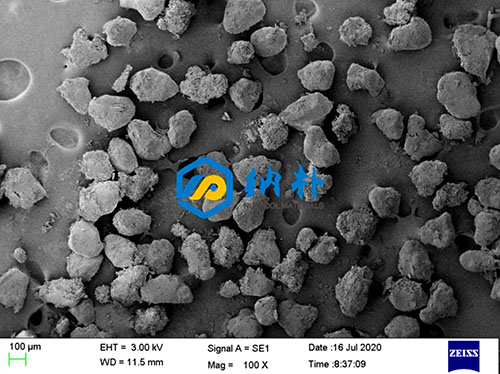
立方氮化硼表面复合处理方法、立方氮化硼磨粒、应用
信息来源:本站 | 发布日期: 2021-01-30 09:55:02 | 浏览量:1525662
技术领域译[0001] 本发明涉及材料表面处理技术领域,具体是一种立方氮化硼表面复合处理方法、立方氮化硼磨粒、应用。译背景技术译[0002] 立方氮化硼作为一种人工合成的新型材料,具有很高的硬度,耐磨性好,还具有热稳定性和化学惰性,以及良好的透红外形和较宽的禁带宽度…
技术领域
译
背景技术
译
发明内容
译
1)将立方氮化硼中加入氢氧化钠和氢氧化钾混合均匀,再放入钛合金锅内,然后将钛合金锅放入坩埚炉内,温度设定在300-400℃进行保温1-4 h,得到混合物料;
2)将上述钛合金锅内的混合物料取出,用纯净水冲洗至中性,然后再将冲洗后的混合物料置于不锈钢盘内并放入超声波清洗机内进行超声清洗15-25min,烘干,得到清洗后的立方氮化硼,备用;
3)利用磁控溅射原理,在所述的清洗后的立方氮化硼表面磁控溅射以覆盖一层钛膜,得到覆盖钛膜的立方氮化硼;
4)在所述的覆盖钛膜的立方氮化硼表面利用化学沉积方法进行镀镍(镀一层镍),得到立方氮化硼磨粒。
附图说明
译
具体实施方式
译
2)将上述钛合金锅内的混合物料取出,用纯净水冲洗至中性,然后再将冲洗后的混合物料置于不锈钢盘内并放入超声波清洗机内进行超声清洗15-25min,烘干,得到清洗后的立方氮化硼,备用;
3)利用磁控溅射原理,在所述的清洗后的立方氮化硼表面磁控溅射以覆盖一层钛膜,得到覆盖钛膜的立方氮化硼;
4)在所述的覆盖钛膜的立方氮化硼表面利用化学沉积方法进行镀镍(镀一层镍),得到立方氮化硼磨粒。
2)将立方氮化硼中加入氢氧化钠和氢氧化钾混合均匀,再放入钛合金锅内,然后将钛合金锅放入坩埚炉内,温度设定在300-400℃进行加热保温1-4 h,得到混合物料;具体的,用氢氧化钠和氢氧化钾混合和上步的立方氮化硼充分混合,三样物品的质量百分比含量为氢氧化钠(20-30wt%)氢氧化钾(10-30wt%)立方氮化硼(40-70wt%),具体含量需要根据不同粒度和型号进行配比,凡是在上述范围皆在本发明保护范围之内;
3)将上述钛合金锅内的混合物料取出,用纯净水冲洗至中性,然后再将冲洗后的混合物料置于不锈钢盘内并放入超声波清洗机内清洗15-25min,烘干,得到清洗后的立方氮化硼,备用;
4)利用磁控溅射原理,在所述的清洗后的立方氮化硼表面磁控溅射以覆盖一层钛膜,得到覆盖钛膜的立方氮化硼;所述磁控溅射采用的磁控溅射机为现有的标准设备(本发明使用的磁控溅射机功率^为10kW(千瓦)),磁控溅射覆盖在所述的清洗后的立方氮化硼上面的钛膜具有非常强的结合力;进一步的,所述磁控溅射采用的基体为钛板,所述磁控溅射采用的功率为3-6kW,^是10kW,真空度一般保持在0.3Pa以下;再进一步的,设定好相应的参数后,根据需要一般保持磁控溅射机工作4-20h,完成后将覆盖钛膜的立方氮化硼物料取出以便后面使用;
5)将所述的覆盖钛膜的立方氮化硼进行敏化与活化的步骤,所述敏化是将所述的覆盖钛膜的立方氮化硼置于SnCl2溶液中进行敏化处理,所述活化是在敏化后进行水洗,再置于PdCl2溶液中进行活化处理;
6)将活化处理过的立方氮化硼置于水浴锅内,水浴温度60-85℃,利用化学沉积方法进行镀镍(镀一层镍),具体是加入配好的化学镀液(可以采用现有的镀镍溶液,一般以硫酸镍、乙酸镍等为主盐,次亚磷酸盐、硼氢化钠、硼烷、肼等为还原剂,再添加各种助剂,具体根据需求进行选择,这里并不作限定)反应30-90min,最后将物料冲洗至中性,低温烘干,得到立方氮化硼磨粒。
-
2026-08-03 08:26:25
新加坡国立大学领导的国际研究团队开发出一种微型忆阻型射频开关,可在无需持续供电的情况下保持工作状态,并首次将其应用于可重新配置的单片微波集成电…
-
2026-07-27 09:22:37
六方氮化硼(hBN)素有“白色石墨”之称,凭借优异的力学性能、绝缘性、耐腐蚀性及介电性能,成为高端装备、航空航天等尖端领域不可或缺的关键材料。然…
-
2026-07-21 10:42:17
六方氮化硼(hBN)素有“白色石墨”之称,凭借优异的力学性能、绝缘性、耐腐蚀性及介电性能,成为高端装备、航空航天等尖端领域不可或缺的关键材料。然…
-
2026-07-13 08:31:59
研究背景第六代移动通信(6G)预计将推动全息远程呈现、自动驾驶生态等新兴应用落地,要求核心网络将时延从当前的1 ms降至10–100 μs,并支持高达1 Tb…
-
2026-07-06 08:16:43
尽管六方氮化硼(hBN)与片上器件无缝集成,但自旋活性硼空位的光学量子产额本质上极低(VB-缺陷仍然是基于hBN的量子传感器灵敏度的一个重大限制。在这…
-
2026-06-29 08:24:13
研究概述 随着电子和光子芯片对更高计算能力和更大集成密度的需求不断增长,散热问题已成为制约芯片进一步小型化的关键瓶颈。芯片中的热失效通常…