- 新闻中心
- news Center
- 联系我们
- Contact Us
苏州纳朴材料科技有限公司
- 联系人:
李女士
- Contact:
Ms. Li
- 手机:
18970647474(同微信)
- Mobile Phone:
+86-18970647474
(WeChat ID)
- 邮箱:
- E-mail:
2497636860@qq.com
- 办公室地址:
苏州市相城区聚茂街185号D栋11层1102
- Office Address:
D-1102, 185, Jumao Street, Xiangcheng, Suzhou, Jiansu, China
- 工厂地址:
江西省吉安市井冈山经济技术开发区
- Plant Address:
Jinggangshan Economic Development Zone, Ji' an 343000, Jiangxi, China
带圆弧面斜T型氮化硼夹持杆的加工工艺
信息来源:本站 | 发布日期: 2020-08-18 08:25:07 | 浏览量:1525652
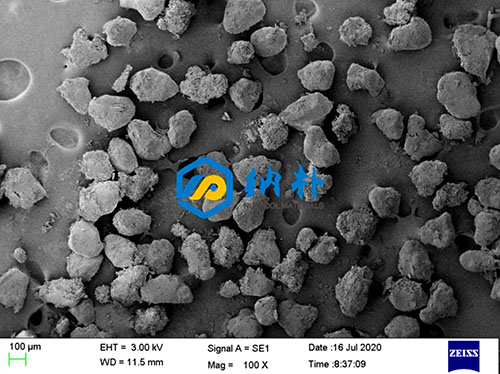
带圆弧面斜T型氮化硼夹持杆的加工工艺螺旋线行波管在通信和电子对抗中起着不可或缺的作用,其慢波电路中的夹持杆作为螺旋线与管壳间的支撑过渡件,同时起导热作用,将管内产生的热量及时传导至管壳外表面。行波管中广泛使用的材料为氧化铍和各向异性氮化硼两种,这两种材料具…
带圆弧面斜T型氮化硼夹持杆的加工工艺
螺旋线行波管在通信和电子对抗中起着不可或缺的作用,其慢波电路中的夹持杆作为螺旋线与管壳间的支撑过渡件,同时起导热作用,将管内产生的热量及时传导至管壳外表面。行波管中广泛使用的材料为氧化铍和各向异性氮化硼两种,这两种材料具有较高的热传导率[1]。氮化硼陶瓷的热导率随温度的升高而下降的趋势比较小,因而具有好的高温热导率,近年来被应用来代替具有毒性的氧化铍陶瓷材料[2]。南京三乐集团公司某新品根据设计需求,夹持杆选择各向异性热解氮化硼材料,其结构为带圆弧面的斜T型(如图1)。选择圆弧面是为了提高螺旋线与夹持杆的接触面积,有利于散热;而采用斜面,是为了与管壳的斜面配合,有利于螺旋线夹紧。尽管国内有多个厂家生产氮化硼材料,由于其纯度、放气性能等因素,该材料一直依赖进口,加工周期较长、价格高。为保证研制进度,亟需用长方杆改制一批紧急提供。1工艺分析1.1难点分析各向异性热解氮化硼材料呈白色,无毒、无孔隙、易加工、表面致密、气密性好、耐高温、导热性好、热膨胀系数低,采用气相沉积的方法制备而成,有“白色石墨”之称,类似于石墨的层次结构,具有优良的机械加工性能,易分层。图1所示夹持杆与常规T型夹持杆相比,有以下几个难点:(1)尺寸小、精度要求高:夹持杆总高度图1带圆弧面斜T型氮化硼夹持杆小于1mm,高度方向的尺寸精度为0.005 mm,圆弧面曲率半径精度为0.02 mm;(2)各个面均需加工,装夹困难:由大尺寸改制,所有的面均需加工,在^次装夹加工后斜面和圆弧面的加工装夹困难,定位面小;(3)斜度极小的斜面:长为40mm,但高度方向的尺寸差小于0.1mm,测量和加工都是难点;(4)圆弧面的加工:圆弧面作为与螺旋线的接触面,其尺寸精度和表面质量直接关系到接触面的大小和导热路径的优劣。在定位面小、装夹困难的情况下,圆弧面的加工是^的加工难点。1.2工艺可行性分析夹持杆材料具有优良的机械加工性能,但其存在以上几个加工难点,为了能实现其高精度的加工,根据需加工要素分别对可实现的工艺分析如下:图2夹持杆加工流程示意图(1)平面及台阶面的加工铣削、磨削均可实现平面和台阶面的加工。铣削加工时应用相切法成形原理,用多刃回转体刀具在铣床上对平面、台阶面、沟槽、成形表面等进行加工的一种切削加工方法,故铣削可用于带圆弧面斜T型氮化硼夹持杆的外形主要平面加工。磨削是用磨料、磨具切除工件上多余材料的加工方法,加工量少、精度高。若用磨削加工夹持杆的平面及台阶面,加工量相对较大,且宽度仅0.15mm的台阶面磨削无法实现。为此,平面及台阶面采用铣削较为合适。(2)高精度斜面的加工从加工原理上讲,铣削、磨削、研磨均可实现斜面的加工,但是,带圆弧面斜T型夹持杆定位夹紧面小、材料怕敲击(易分层)、斜面精度要求高,若采用设备机械加工(铣削、磨削)的方法,均存在无法保证装夹时工件不抬起,进而无法保证斜度。研磨是通过研具与工件在一定压力下的相对运动对加工表面进行的精整加工,工件表面粗糙度可达Ra0.63~0.01μm。该工艺尽管加工效率相对较低,但可利用工装和加工过程中的压力来避免加工过程中的工件抬起,为此,研磨可以作为斜面的加工工艺。(3)圆弧面的加工该夹持杆可实现圆弧面加工的工艺方法有铣削和拉削。铣削圆弧面通常采用成形刀具,但对于窄而浅的圆弧面,成形刀具在旋转切削过程中,切削速度极低,加工的表面质量差,无法达到Ra0.8μm的精度,为此,铣削不能作为圆弧面加工的工艺。拉削是使用拉削刀具进行加工的一种高效率的加工方法,可用成形拉刀直接将圆弧面一次拉出,在一次工作行程中完成粗切、半精切和精切加工,加工的
-
2026-08-03 08:26:25
新加坡国立大学领导的国际研究团队开发出一种微型忆阻型射频开关,可在无需持续供电的情况下保持工作状态,并首次将其应用于可重新配置的单片微波集成电…
-
2026-07-27 09:22:37
六方氮化硼(hBN)素有“白色石墨”之称,凭借优异的力学性能、绝缘性、耐腐蚀性及介电性能,成为高端装备、航空航天等尖端领域不可或缺的关键材料。然…
-
2026-07-21 10:42:17
六方氮化硼(hBN)素有“白色石墨”之称,凭借优异的力学性能、绝缘性、耐腐蚀性及介电性能,成为高端装备、航空航天等尖端领域不可或缺的关键材料。然…
-
2026-07-13 08:31:59
研究背景第六代移动通信(6G)预计将推动全息远程呈现、自动驾驶生态等新兴应用落地,要求核心网络将时延从当前的1 ms降至10–100 μs,并支持高达1 Tb…
-
2026-07-06 08:16:43
尽管六方氮化硼(hBN)与片上器件无缝集成,但自旋活性硼空位的光学量子产额本质上极低(VB-缺陷仍然是基于hBN的量子传感器灵敏度的一个重大限制。在这…
-
2026-06-29 08:24:13
研究概述 随着电子和光子芯片对更高计算能力和更大集成密度的需求不断增长,散热问题已成为制约芯片进一步小型化的关键瓶颈。芯片中的热失效通常…