- 新闻中心
- news Center
- 联系我们
- Contact Us
苏州纳朴材料科技有限公司
- 联系人:
李女士
- Contact:
Ms. Li
- 手机:
18970647474(同微信)
- Mobile Phone:
+86-18970647474
(WeChat ID)
- 邮箱:
- E-mail:
2497636860@qq.com
- 办公室地址:
苏州市相城区聚茂街185号D栋11层1102
- Office Address:
D-1102, 185, Jumao Street, Xiangcheng, Suzhou, Jiansu, China
- 工厂地址:
江西省吉安市井冈山经济技术开发区
- Plant Address:
Jinggangshan Economic Development Zone, Ji' an 343000, Jiangxi, China
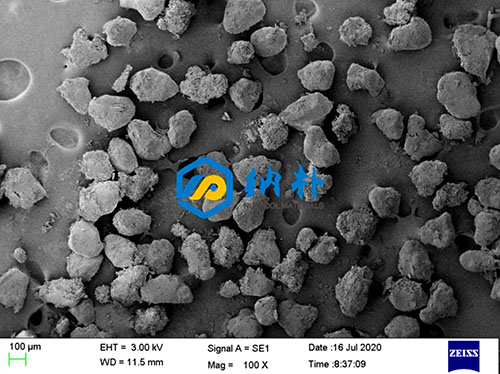
导电氮化硼的生产通常是在高温高压下进行的
信息来源:本站 | 发布日期: 2018-04-27 15:32:51 | 浏览量:1476893
导电氮化硼的生产通常是在高温高压下进行的。目前,我国大部分厂家目前在导电氮化硼生产领域技术相对落后,其升温加压过程是靠操作人员经验非连续、定时地阶跃式手动操作控制给热压炉供电的磁性调压器二次电压或二次电流,更没有生产过程的现代化管理。 研究表面提高…
研究表面提高导电氮化硼产品质量关键在于减小固态长立方体导电氮化硼块通电后的炸裂率和提高其耐金属溶液侵蚀性,其中炸裂问题尤为突出。而且,产品的炸裂率与操作人员的视觉估计和操作水平有关。因此,只靠经验而不采用先进的检测手段和控制技术,很难达到节能降耗,提高产品质量的目的。采用微机控制前后,产品爆裂率明显降低。而且手动操作时平均每炉耗电201KW·h,微机控制平均每炉耗电158KW·h,平均每炉节电43KW·h,节电21%,从导电氮化硼热压炉记录可以看出,该微机控制系统的温度控制效果是相当好的。在炉温超过800℃的升温过程中,^跟踪偏差不超过设定值的1%,在1850℃的恒温调节过程中,^偏差也不超过设定值的1%。
-
2026-06-15 08:25:16
剑桥大学Manish Chhowalla和王琰研究员系统梳理了二维过渡金属硫族化合物(TMD)电子器件实用化面临的掺杂、p 型低阻接触、高 k 栅介质三大核心挑战,并…
-
2026-06-06 14:35:17
六方氮化硼凭借其化学稳定性与可调控电子结构,作为一种固态储氢介质受到广泛关注。本综述总结了六方氮化硼纳米结构的合成方法与性能增强策略。研究证实…
-
2026-05-30 09:44:03
快速工业化和日益增长的能源需求加速了无机污染物的释放,对生态系统和人类健康构成严重威胁。尽管已探索了各种水处理技术,但许多技术存在成本高、产生…
-
2026-05-11 08:48:17
研究背景碳化硼(B₄C)作为一种结构陶瓷材料,因其极高的硬度、低密度和优异的化学稳定性,在装甲防护、核屏蔽和精密研磨等领域具有重要应用。然而,其…
-
2026-05-08 08:18:20
新兴技术的快速发展,尤其是人工智能和第三代半导体的出现,推动了高功率密度电子系统对高效热管理的需求激增。聚合物基导热复合材料兼具聚合物的柔韧性…
-
2026-05-05 08:33:42
导读 近日,暨南大学杨先光课题组在宽禁带半导体光电器件领域取得重要进展,成功实现铟掺杂六方氮化硼 / 氮化镓(In‑doped hBN/GaN)异质结的电压调控…